1. G73(칩 브레이킹 사이클)은 일반적으로 드릴 직경의 3배보다 깊은 구멍을 가공하는 데 사용되지만 드릴의 유효 블레이드 길이를 초과하지 않습니다. 2. G81(얕은 구멍 사이클)은 일반적으로 중앙 구멍 드릴링, 모따기 및 드릴 직경의 3배를 초과하지 않는 구멍에 사용됩니다. 내부 냉각 도구의 출현으로 처리 효율성을 향상시키기 위해 이 사이클이 드릴링에도 선택됩니다. 3. G83(깊은 구멍 사이클)은 일반적으로 깊은 구멍을 가공하는 데 사용됩니다.
기계에 스핀들 센터 냉각(물 배출구)이 장착된 경우
도구가 중앙 냉각(물 배출구)도 지원하는 경우
홀 가공에는 G81을 선택하는 것이 최선의 선택입니다.
고압 절삭유는 드릴링 중에 발생하는 열을 제거할 뿐만 아니라 절삭날에 보다 시기적절하게 윤활유를 공급합니다. 높은 압력은 또한 드릴 칩을 직접 파손시킵니다. 생성된 작은 칩도 고압 수류에 맞춰 구멍에서 배출되므로 공구 마모와 2차 절삭으로 인한 가공 구멍의 품질 저하를 방지할 수 있습니다. 냉각, 윤활, 칩 제거에 문제가 없기 때문에 세 가지 드릴링 사이클 중에서 가장 안전하고 효율적인 솔루션입니다.
Xinfa CNC 공구는 좋은 품질과 저렴한 가격의 특징을 가지고 있습니다. 자세한 내용을 확인하려면 다음을 방문하세요.CNC 공구 제조업체 - 중국 CNC 공구 공장 및 공급업체(xinfatools.com)
가공재료는 칩파괴가 어렵지만 기타 작업조건은 양호함
스핀들 중심 냉각(물 배출구)이 없는 경우
G73을 사용하는 것이 좋은 선택입니다
이 사이클은 짧은 정지 시간이나 짧은 후퇴 거리를 통해 칩 브레이킹을 달성하지만 드릴 비트는 칩 제거 능력이 좋아야 합니다. 칩 홈이 매끄러울수록 칩이 더 빨리 배출되어 다음 드릴링의 칩과 얽히지 않아 홀의 품질이 저하되는 것을 방지할 수 있습니다. 보조 칩 제거로 압축 공기를 사용하는 것도 좋은 선택입니다.
근로조건이 불안정한 경우
G83을 사용하는 것이 가장 안전한 선택입니다.
깊은 구멍을 가공하면 드릴 비트의 절삭날이 제때 냉각 및 윤활될 수 없기 때문에 너무 빨리 마모됩니다. 구멍 안의 칩도 깊이 때문에 제때에 배출되기 어렵습니다. 칩 홈의 칩이 절삭유를 막게 되면 공구 수명이 크게 단축될 뿐만 아니라 2차 절삭으로 인해 칩이 가공된 홀의 내벽을 거칠게 만들어 더욱 악순환을 일으키게 됩니다.
짧은 거리 -Q를 드릴링한 후 공구를 기준 높이 -R까지 올리면 구멍 바닥 근처에서 가공하는 것이 더 적합할 수 있지만 구멍의 전반부를 가공하는 데 시간이 많이 걸립니다. 불필요한 낭비를 초래하는 것입니다.
좀 더 최적화된 방법이 있나요?
G83 깊은 홀 사이클을 사용하는 두 가지 방법은 다음과 같습니다.
1: G83 X_ Y_ Z_ R_ Q_ F_
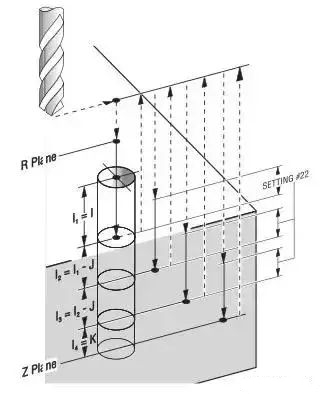
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
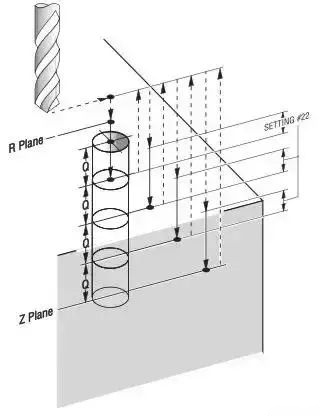
첫 번째 방법은 Q 값이 상수 값으로, 이는 구멍의 위에서 아래까지 매번 동일한 깊이를 사용하여 처리한다는 의미입니다. 가공 안전의 필요성으로 인해 일반적으로 가장 작은 값이 선택됩니다. 이는 금속 제거율도 가장 낮으며 가공 시간이 눈에 보이지 않게 많이 낭비됩니다.
두 번째 방법에서는 각 절단 깊이를 각각 I, J, K로 표시합니다.
구멍 상단의 작업 조건이 좋으면 I 값을 더 크게 설정하여 처리 효율성을 높일 수 있습니다.
가공 구멍 중앙의 작업 조건이 평균일 때 안전성과 효율성을 보장하기 위해 점차적으로 감소된 J 값을 사용합니다. 가공홀 바닥의 작업상태가 좋지 않을 경우 가공안전을 보장하기 위해 K값을 설정합니다.
실제 사용 시 두 번째 방법은 드릴링 효율성을 50% 높이고 비용은 0이 될 수 있습니다!
게시 시간: 2024년 7월 22일


